ディップコーティング技術のご紹介
従来のディップコーティング技術の原理とプロセス
ディップコーティングは、対象物を液体に浸して引き上げるという、極めてシンプルかつ合理的な薄膜形成プロセスのコーティング手法です。
【基本原理と膜厚制御のメカニズム】
基材が液中から引き上げられる際、基材の表面には液体の粘性によってコーティング液の層(液膜)が追従します。このとき、上方へ引っ張る「粘性力」と、下方へ引き戻そうとする「重力」、および液体の「表面張力」の相互作用(バランス)によって最終的な膜厚が決定します。
引き上げ速度と膜厚の関係
- 引き上げ速度が「速い」ほど、液が自重で流れ落ちる前に膜が固定されるため、膜厚は厚くなります。
- 引き上げ速度が「遅い」ほど、余分な液が自重で槽に流れ落ちるため、膜厚は薄くなります。
【標準的な工程フロー】
- 浸漬(Immersion):基材をコーティング液中へ一定速度で静かに沈めます。
- 静止(Dwelling):液面や液体の揺れが収まるまで、一定時間液中で静止させます。
- 引き上げ(Withdrawal):液だれや膜厚ムラを防ぐため、微振動を抑えながら一定の速度で垂直に引き上げます。
- 乾燥・硬化(Drying / Curing):溶媒を揮発・乾燥させ、熱やUVなどで膜を定着させます。
複雑な立体形状や内壁、あるいは基材の両面に対して、一度の工程で均一かつ材料ロスを最小限に抑えてコーティングできる点が、本原理の最大のメリットです。
【ディップコーティングの引き上げ処理】

通常の引き上げ処理によるサンプル品の膜厚データ
- ワーク:アクリル材 200mm
- コート液:ハードコート剤
-
- 粘度:7.5mPa・s(液温度:16.4℃)
- 固形成分濃度:30wt%
- 溶媒:PGM
- 引き上げ速度:2mm/sec・5mm/sec・10mm/sec(3種類の比較)
- 測定ポイント:20mmずつ
- 膜厚:各ポイントの平均値
- コーティング環境:温度24.5℃/湿度49%

この膜厚データから読み取れることは
- 2mm/secの引上げ速度では膜厚5μm台の均一なコーティングが可能であること。
- 6μm以上の均一な膜厚を得るためには定速で引上げる手法では難しいこと。
上記の結果でご注意いただきたいことは、当該コート剤の密度と粘度によっての結果であり、コート剤や条件が変わると「速度:2mm/sec」「膜厚:5μm」といった結果も違って参ります。
条件が整えば均一な膜厚でコーティングが可能であること、逆に条件が合わなければ均一なコート膜を得ることが難しいと言えます。
リニア処理ディップコーティング技術の原理とプロセス
本技術は、ディップコーティング成膜において、重力に起因する基材上下の膜厚グラデーションを解消するため、引き上げ速度を関数的に減速(リニア処理)させる膜厚最適化プロセスです。
【流体力学的背景と制御原理】
静的な一定速度引き上げ(Constant-speed withdrawal)では、液膜の自重流下(Drainage)の時間差により、基材下方に液が蓄積し、膜厚の不均一が生じます。リニア処理では、この重力流動による膜厚増加分を相殺するため、引き上げ位置(時間)に応じて、引き上げ速度を連続的に減少させます。
- 初期高流束付着:基材上出時の引き上げ速度を最大に設定し、液の巻き上げ量を多く確保します。
- 連続減速プロファイル:液特性(粘度・密度)と溶媒の蒸発速度から計算された減速カーブ(線形または二次関数)に基づき、速度を滑らかに落とします。
- 終端液切り最適化:最下端では極低速(または停止に近い速度)に制御することで、エッジ部分の余分な液だまり(ウェッジ現象)を抑制します。
【技術的メリット】
- 膜厚精度の極大化:大型基材や長尺のワークであっても、上下の膜厚差を極限まで低減します。
- タレ・液だまりの排除:外観不良や、乾燥・焼成時の硬化不全(クラックや気泡)を防止します。
- プロセスの最適化:液の物性を変えることなく、駆動モーターのプログラム制御だけで高精度な膜厚均一化が達成できます。
リニア引き上げ処理のイメージは、
スタート時点の速度(初速)>終了時点の速度(終速)
直線的に速度を減速させる引き上げ処理でリニア処理と呼びます。
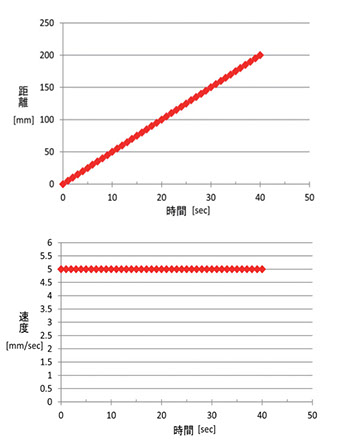
参考例として下記条件の2パターンの引き上げ速度での移動時間ごとの速度と距離をグラフに示します。
【条件】
引き上げ速度:5mm/sec
引き上げ距離:200mm
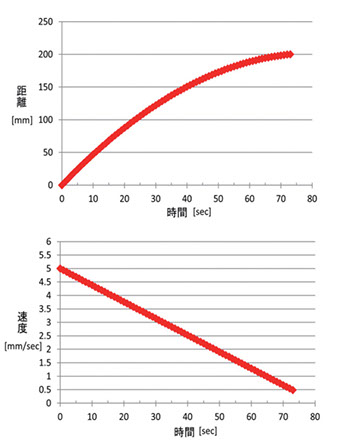
【条件】
引き上げ初速度:5mm/sec
引き上げ終速度:0.5mm/sec
引き上げ距離:200mm
リニア引き上げ処理によるサンプル品の膜厚データ
- ワーク:アクリル材 200mm
- コート液:ハードコート剤
-
- 粘度:7.5mPa・s(液温度:16.4℃)
- 固形成分濃度:30wt%
- 溶媒:PGM
- 測定ポイント:20mmずつ
- 膜厚:各ポイントの平均値
- コーティング環境:温度24.5℃/湿度49%

3パターン全てではありませんが、初速度側の膜厚より終速度付近の薄膜化が可能です。
このことから、初速度よりも遅い終速度の設定を行えば厚膜を目標とした場合でも塗布膜の均一化を図れる結果が得られております。
傾斜処理ディップコーティング技術の原理とプロセス
本技術は、3次元湾曲(曲面)を有する基材のディップ成膜において、液面に対する基材表面の法線(または接線)角度を一定に保つよう、昇降動作とチルト(傾斜)動作を2軸(または多軸)同期制御する高精度塗工プロセスです。
【流体力学的背景と制御原理】
曲面基材を静的な角度で引き上げる場合、局所的な幾何学的傾斜角 θ(z) の変化に伴い、表面を流下する液膜のせん断応力やメニスカス(境界液面)の安定性が変動し、成膜プロファイルが不均一になります。
本方式では、基材の曲率データに基づき、以下の動的制御を実行します。
メニスカス角度の一定化(Constant Meniscus Angle)
基材が液面を通過する際、液面と基材表面がなす相対角度が常に一定(例:常に垂直、または特定の最適傾斜角)となるよう、形状の曲率反転や変化に合わせてリアルタイムにチルト軸を回転させます。
有効速度の補正(多軸同期制御)
傾斜変化に伴い、基材表面が液面を横切る実質的な引き上げ速度(線速度)が変化するのを防ぐため、昇降(Z軸)速度と回転(θ軸)速度をマトリクス計算に基づいて完全同調させます。
終端排液(液切り)制御
湾曲の最下端(エッジ)が液面を離脱する瞬間、表面張力による液の巻き込み(ウェッジ現象)を回避するため、離脱角度を強制的に最適化(スナップ動作)させて排液を促します。
【技術的メリット】
- 幾何学的影響の排除:ワークの立体形状に左右されず、フラット基材と同等の高度な膜厚コントロール(ナノ〜ミクロンオーダー)を実現します。
- プロセスの自動化:多軸ロボットやサーボ制御のプログラム(レシピ)を変更するだけで、異なる湾曲率を持つ多品種のワークに柔軟に対応可能です。
湾曲形状の引き上げ角度と膜厚の関係
